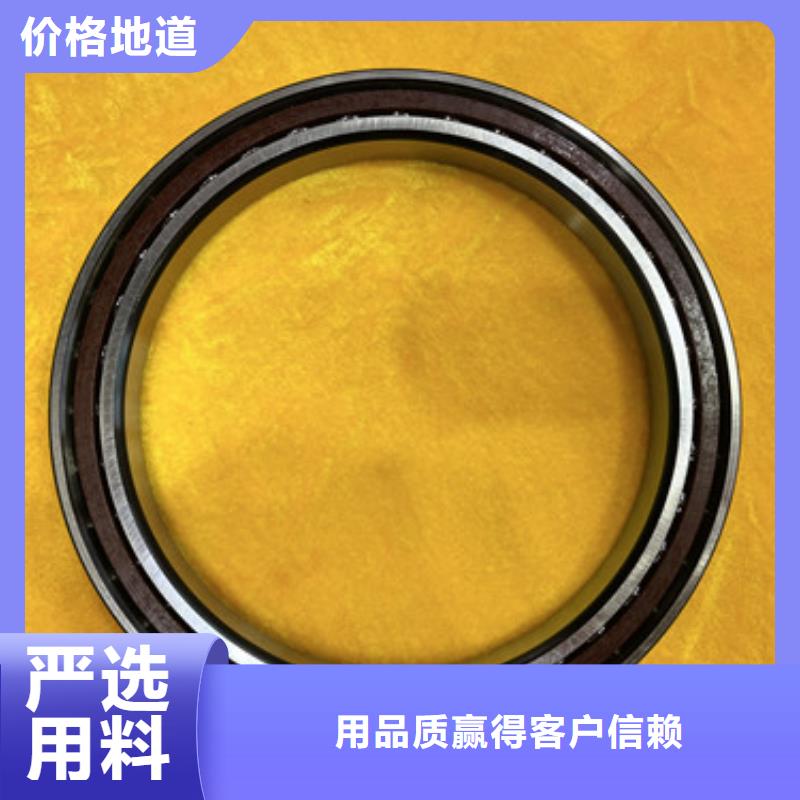


简约而不简单,我们的不锈钢轴承,深沟球轴承一件也发货产品视频将用直观的方式展示产品的核心价值。
以下是:不锈钢轴承,深沟球轴承一件也发货的图文介绍

诚浦轴承科技有限公司生产制造 重庆梁平推力角接触球轴、万向节轴承、单向轴承、满装滚子轴承等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 重庆梁平推力角接触球轴、万向节轴承、单向轴承、满装滚子轴承产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。



重庆梁平不锈钢轴承 机削钢保持架
机削钢保持架通常是非合金结构钢制造的。
为了改善抗滑动与耐磨损特性,有些加工的钢保持架经过表面处理。
机削钢保持架多用于大型轴承或者使用黄铜保持架可能出现化学反应引起时效开裂的场合。
钢保持架可以用于高达摄氏300度的工作温度。
它们不受通常矿物或合成油基润滑剂的影响,也不受用有机溶剂的影响。
冲压铜保持架
冲压铜保持架多用于小型和中型轴承。
在使用氨的制冷压缩机等应用场合,冲压铜可能出现时效开裂,因此应当使用机削黄铜或钢保持架。



常?不锈钢的类型
按化学成分可分为铬不锈钢、镍铬不锈钢、铬锰不锈钢等。按?相组织特点则可分为马?体不锈钢、铁素体不锈钢、奥
?体不锈钢及奥?体?铁素体不锈钢四种类型。
不锈钢牌号前的数字表?平均含碳量的千分之?,合?元素的表??法与其他合?钢相同。当wc≤0.03%或≤0.08%时,
在牌号前分别冠以“00”或“0”。如不锈钢3Crl3的平均wc=0.3%,wcr=13%;0Cr19Ni9钢的平均wc≤0.08%、wc=19%、
10%=9%;00Cr19Nil1钢的平均wc≤0.03%、wc=19%、wxi=11%。另外,当ws;≤1.5%、wMn2%时,牌号中不予标出。
重庆梁平不锈钢轴承


重庆梁平军用高碳铬不锈钢轴承零件热处理工艺规程
1主要内容与适用范围
本标准规定了军用高碳铬不锈钢轴承零件热处理工艺规程。
本标准适用于9Cr18、9Cr18Mo不锈钢制轴承零件的热处理。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本 标准达成协议的各方,研究是否可使用这些文件的 版本。凡是不注日期的引用文件, 其 版本适用于本标准。
JB/T1255 高碳铬轴承钢滚动轴承零件热处理技术条件
JB/T1460 高碳铬不锈钢滚动轴承零件热处理技术条件
Q/WZ.J4146军用轴承热处理技术条件
3淬火
3.1高碳铬不锈钢滚动轴承轴承零件淬、回火后的技术要求
3.1.1硬度
套圈和滚动体淬、回火后的硬度应不低于 HRC5 8。
3.1.2显微组织
高碳铬不锈钢滚动轴承轴承零件淬、回火后的显微组织按 JB/T1460高碳铬不锈
钢滚动轴承零件热处理技术条件第二级别图评定,第二、三、四、五级为合格组织;不 允许 级的欠热组织、第五级的过热组织和因锻造过热引起的第七孪晶碳化物组织出 现。当淬火组织介于一、二级之间时,以硬度为准。
3.2 加热前对零件的要求
3.2.1零件几何形状、尺寸精度应符合有关技术条件要求。
3.2.2零件表面不得有锈蚀、油污、裂纹和未车去的脱碳层。
3.2.3零件表面不允许有超过规定的卡碰伤
3.3加热设备
RJ)— 50—13箱式炉,马弗有效尺寸为 500m材300m材80mm入料口宽度为 220mm
3.4装炉及加热规定
3.4.1套圈外径大于90mm摞放加热,摞放高度,一般套圈不大于75mm,推力型套圈不大 于35mm 不锈钢轴承
